
Prozessparameter
Der Reibschweißprozess wird durch die Reibschweißparameter und den PID-Regler bestimmt.
Zu den Reibschweißparametern gehören die Kraft, die Drehzahl, der Weg/Verkürzung, die Kraftaufbauzeit und die Prozesszeit. Diese Parameter sind Material-, Fügequerschnitts- und Prozessabschnitssabhänig. Durch die Anpassung der Parameter und den oben genannten Abhängigkeiten lässt sich das Gefüge und die Wärmeeinflusszone beeinflussen um bestmögliche Ergebnisse zu erzielen.
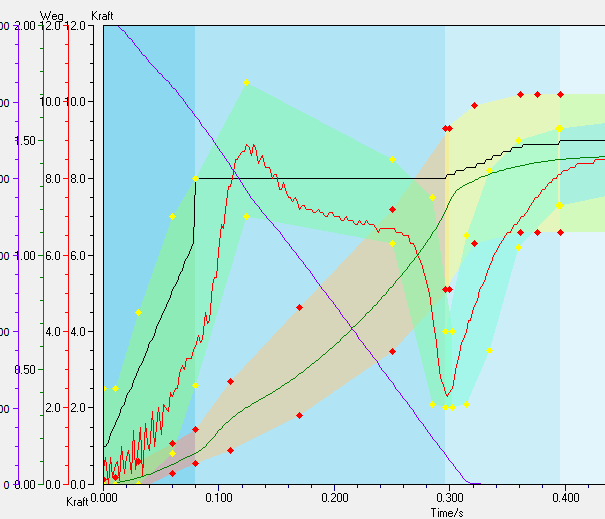
Prozessphasen
Der Reibschweißprozess besteht insgesamt aus 4 Phasen. Diese 4 Phasen definieren sich wie folgt:
Anreiben
Erfolgt mit gegenüber dem Reiben geringen Prozesskräften, dient der Glättung der Oberflächen zueinander, verringert die Bauteilbelastung beim ersten Kontakt, erster Energieeintrag, kann zur Wärmeführung verwendet werden
Reiben
Einbringung der Schweißenergie, Reinigung der Fügeflächen, Gefüge- und Wärmebeinflussende Phase
Stauchen
Erbringung der zur Diffusion beeinflussenden Kräfte welche die Gefügeeigenschaften und damit die Festigkeit bestimmen
Halten
Je nach Schweißaufgabe, hinsichtlich Material- bzw. Materialkombination ist eine Haltephase zum Abschluss von Diffusionsvorgängen und Abkühlung des Materials erforderlich, in welcher keine aktiven Änderungen der Prozessparameter erfolgt.
Fügegeometrien
Prinzipiell können alle Rotationssymmetrischen Bauteile gefügt werden. In einigen Fällen sind Maschinen welche Winkelorientiert abbremsen können erforderlich.
Moderne Reibschweißanlagen bieten diese Funktion, jedoch wird diese Aufgabe mit zunehmendem Querschnitt durch die erhöhten Drehmomente, welche präzise und hohe Bremsmomente erfordert, erschwert.
Material und Materialkombinationen
Es sind eine Vielzahl von Werkstoffen reibschweißbar. In einigen Fällen sind gesonderte Untersuchungen erforderlich bei denen wir Sie sehr gern unterstüzen.
Stahl
alle gängigen Stahlsorten, artgleich und in Kombination
NE-Metall
typische Nichteisenmetalle sind z.B. Kupfer Aluminium, uvm.
Kombinationen
Stahl – Aluminium , Kupfer – Aluminium , Messing – Kupfer , Keramik (SiN4) – Aluminium
Qualitätssicherung
Der Reibschweißprozess ist ein sehr robuster, prozessstabiler und zuverlässiger Fügeprozess. Die Qualität der Verbindung bzw. das Inverkehrbringen sicher geschweißter Bauteile lässt sich durch geeignete Maßnahmen sicherstellen.
Folgende Maßnahmen eignen sich unter anderem dafür:
- Abfahren von Grenzwerten und deren Validierung
- Überwachung der Eingangszustände z.B. Materialchargen, Oberflächenverschmutzung Materialtemperatur,
- Aufzeichnung und Überwachung der Prozessparameter wie Kraft, Zeit, Drehzahl und Verkürzung
- i.O. und n.i.O. Bewertung
- Sicherstellung des Umgangs mit n.i.O.- Bauteilen z.B. durch Ausschleusung bzw. der klaren Kennzeichnung
Erfahrungen
Unsere Erfahrungen im Bereich Reibschweißen erstrecken sich über fast 20 Jahre. In den Unternehmen InKRAFT GmbH, H&B OMEGA Europa und SYMACON haben wir maßgeblich zum Erfolg des Reibschweißens beigetragen.
So konnten wir an Maschinenentwicklungen, Inbetriebnahmen und Prozessentwicklungen im Bereich von 1 bis 1000kN mitwirken bzw. haben diese aktiv umgesetzt.
Unsere Erfahrungen liegen in folgenden Bereichen
Automotiv
– Sicherheitsbauteil
– Lenkungsbereich
– Getriebebauteile
– Stoßdämpfer
– Antriebswellen
– Aluminium
– Verdichterkolben
– Ventile
– Bremsscheiben
– Turbolader
Werkzeug
– HSS mit 115CrV3
– Hartmetall
– Nickelbasis-legierung
Vacuum
– Aluminiumrohr auf Edelstahlflansch
Armaturen
– Flansch an geschmiedetes Gehäuse
Elektronik
– Messingkabel- schuh an Aluminiumlitzen
– Kupfer + Alu.
– Kuper + Manganin
Triebwerk
– Nickelbasis- legierungen